Jenis Dan Karakteristik Elektroda Tungsten Untuk Pengelasan TIG
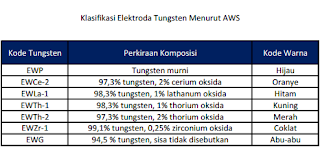
Elektroda Tungsten atau disebut juga Elektroda Wolfram dibuat dari Tungsten sinter dan untuk memperbaiki sifat-sifatnya dapat ditambah dengan oksida logam lain, pada umumnya thoriumoxid atau zirchoniumoxid. Elektroda Tungsten terdiri dari Elektroda Tungsten Murni dan Elektroda Tungsten Paduan. Baik elektroda Tungsten murni maupun paduan, memiliki keuntungan dan kerugian. Elektroda Tungsten Murni Keuntungan : harga lebih murah, pada arus bolak-balik efek rectifier tidak ada dan busur las stabil. Kerugian : daya nyala rendah, kurang awet, muatan arus rendah. Elektroda Tungten Paduan Keuntungan : lebih awet, muatan arus tinggi, daya nyala lebih baik. Kerugian : lebih mahal, dengan arus bolak-balik ada efek rectifier dan stabilitas busur rendah. Karakteristik Elektroda Tungsten berdasarkan Unsur Paduan EWTh (Elektroda Wolfram Thoriated) Thoriated Tungsten merupakan tungsten yang sangat umum digunakan di Amerika dan negara lain. Secara khusus, ia bekerja dengan baik ...